Con los moldes flexibles se obtienen muy buenos detalles y para su fabricación se usan materiales flexibles como el látex, los polisulfuros, los poliuretanos y las siliconas.
CAUCHO NATURAL O LÁTEX. El látex es un caucho natural de aspecto lechoso, extraído de la corteza de plantas tropicales, principalmente del hevea brasiliensis. Dentro de su composición se encuentran resinas, grasas, ceras, alcaloides venenosos. Su vulcanización (proceso de calentado a presión con azufre) produce el caucho, materia prima de gran versatilidad y uso común. Su uso en arte e industria se da gracias a su capacidad de elongación y fidelidad en el copiado de detalles.
MOLDES EN LÁTEX. El molde de látez es usado para vaciados en yeso, concretos y ceras; las resinas pueden usarse pero darán corta vida al molde y serán necesarios desmoldantes tipo cera, silicona o alcohol polivinílico.
El látex NO necesita mezclarse ni pesarse. Es resistente, de bajo costo y buena productividad pero tiende a encogerse y a desgarrarse fácilmente, además de tener un largo tiempo de fabricación y ser irritante por su contenido de amoníaco. Para darle resistencia hay que aplicar nueve capas e incorporarle refuerzos desde la segunda capa (algodón, gasas, telas, polvo de neumáticos) que permiten flexibilidad pero no elongación.
MOLDES EN POLISULFURO. El polisulfuro está formado por dos componentes (BASE +CURATIVO) y se usa par moldes con bastantes cortes y en finos acabados (vaciados o a brocha). Puede usarse para vaciados con cera y yeso. Esos moldes son suaves y elásticos pero resisten poco, tienen mal olor y pueden teñir el molde.
MOLES EN POLIURETANO. El poliuretano está compuesto por dos componentes (BASE +CURATIVO); puede ser rígido o flexible. En su estado final es una espuma expandida (flexible o rígida).
La ventaja de esta resina es lo rápido que fragua pero su desmolde es difícil y son sensibles a la humedad del ambiente. Tienen baja viscosidad, son resistentes al desgaste y se usan sobre todo en la industria del aconstrucción.
LAS SILICONAS. La siliconas son sustancias silícicas combinadas con carbono, hidrógeno y oxígeno. Son resinas termoestables cuya naturaleza orgánica determina que sean líquidas, sólidas o elastómeros. Se usa en laminaciones, moldeo, como agente desmoldante, en cremas para zapatos, fluidos, lubricantes, adhesivos, sustitutos del caucho, etc.
MOLDES EN CAUCHO DE SILICONA. La silicona se usa en moldes flexibles por su flexibilidad, la fidelidad en la reproducción, la capacidad de elongación y propiedades de desmolde; también es resistente al desgarre, al calor, al agua y al envejecimiento. Es costoso el molde en silicona pero se usa para moldeado en yeso por su capacidad de copiar formas complejas en un solo bloque y puede ser usado muchas veces.
La pieza modelo puede estar hecha de arcilla, piedra, vidrio, madera, metal, cera, cerámica, yeso o jabón. Las reproducciones pueden hacerse de resinas (poliuretano, poliéster, epóxica), yeso, cera, cementos. Estos moldes no necesitan agentes de despegado y son apropiados para vaciado de metales de baja fusión (plomo, estaño, peltre).
Los diferentes tipos de silicona comercial permiten escoger la más apropiada de acuerdo a las necesidades. La más usada es la silicona para moldeo RTV (reticulada a temperatura ambiente), elastómero de dos componentes que vulcaniza a temperatura ambiente.
OTRAS POSIBILIDADES DE MOLDES FLEXIBLES
Cola y gelatina. Para la preparación de la cola se usan pieles o huesos.; es una sustancia fuerte, translúcida y pegajosa. La gelatina es un producto análogo pero de mayor pureza que se extrae del colágeno (huesos); es incolora, inodora, insípida, soluble en agua hirviendo y se gelifica por enfriamiento. Se usa en fotografía, bacteriología, medicina, manufactura textil, adhesivos, imprenta, etc.
Moldes de gelatina. Estos moldes son de poco uso actualmente pues han sido reemplazados por materiales más durables y cómodos en el proceso de moldeo. Antiguamente se usaba para reproducción de piezas de yeso u otros objetos por la posibilidad que ofrecía de ser reutilizados.
Alginatos. El alginato es una clase de gelatina resultado de diferentes tipos de algas; químicamente son polímeros compuestos de alginato dde sodio, sulfato de calcio, fosfato trisódico, relleno, endurecedor del modelo, colorantes y saporíferos. Su presentación es en polvo soluble en agua, que ofrece excelente fidelidad del copiado.
Moldes de alginato. El molde alginato es usado para moldeo de objetos extremadamente frágiles (partes anatómicas); sirve para tomar la impronta de formas vivas y requiere de cuidado y experiencia; no requiere desmoldante pero es delicado y se descompone rápidamente por la deshidratación.
CAUCHO NATURAL O LÁTEX. El látex es un caucho natural de aspecto lechoso, extraído de la corteza de plantas tropicales, principalmente del hevea brasiliensis. Dentro de su composición se encuentran resinas, grasas, ceras, alcaloides venenosos. Su vulcanización (proceso de calentado a presión con azufre) produce el caucho, materia prima de gran versatilidad y uso común. Su uso en arte e industria se da gracias a su capacidad de elongación y fidelidad en el copiado de detalles.
MOLDES EN LÁTEX. El molde de látez es usado para vaciados en yeso, concretos y ceras; las resinas pueden usarse pero darán corta vida al molde y serán necesarios desmoldantes tipo cera, silicona o alcohol polivinílico.
El látex NO necesita mezclarse ni pesarse. Es resistente, de bajo costo y buena productividad pero tiende a encogerse y a desgarrarse fácilmente, además de tener un largo tiempo de fabricación y ser irritante por su contenido de amoníaco. Para darle resistencia hay que aplicar nueve capas e incorporarle refuerzos desde la segunda capa (algodón, gasas, telas, polvo de neumáticos) que permiten flexibilidad pero no elongación.
MOLDES EN POLISULFURO. El polisulfuro está formado por dos componentes (BASE +CURATIVO) y se usa par moldes con bastantes cortes y en finos acabados (vaciados o a brocha). Puede usarse para vaciados con cera y yeso. Esos moldes son suaves y elásticos pero resisten poco, tienen mal olor y pueden teñir el molde.
MOLES EN POLIURETANO. El poliuretano está compuesto por dos componentes (BASE +CURATIVO); puede ser rígido o flexible. En su estado final es una espuma expandida (flexible o rígida).
La ventaja de esta resina es lo rápido que fragua pero su desmolde es difícil y son sensibles a la humedad del ambiente. Tienen baja viscosidad, son resistentes al desgaste y se usan sobre todo en la industria del aconstrucción.
LAS SILICONAS. La siliconas son sustancias silícicas combinadas con carbono, hidrógeno y oxígeno. Son resinas termoestables cuya naturaleza orgánica determina que sean líquidas, sólidas o elastómeros. Se usa en laminaciones, moldeo, como agente desmoldante, en cremas para zapatos, fluidos, lubricantes, adhesivos, sustitutos del caucho, etc.
MOLDES EN CAUCHO DE SILICONA. La silicona se usa en moldes flexibles por su flexibilidad, la fidelidad en la reproducción, la capacidad de elongación y propiedades de desmolde; también es resistente al desgarre, al calor, al agua y al envejecimiento. Es costoso el molde en silicona pero se usa para moldeado en yeso por su capacidad de copiar formas complejas en un solo bloque y puede ser usado muchas veces.
La pieza modelo puede estar hecha de arcilla, piedra, vidrio, madera, metal, cera, cerámica, yeso o jabón. Las reproducciones pueden hacerse de resinas (poliuretano, poliéster, epóxica), yeso, cera, cementos. Estos moldes no necesitan agentes de despegado y son apropiados para vaciado de metales de baja fusión (plomo, estaño, peltre).
Los diferentes tipos de silicona comercial permiten escoger la más apropiada de acuerdo a las necesidades. La más usada es la silicona para moldeo RTV (reticulada a temperatura ambiente), elastómero de dos componentes que vulcaniza a temperatura ambiente.
OTRAS POSIBILIDADES DE MOLDES FLEXIBLES
Cola y gelatina. Para la preparación de la cola se usan pieles o huesos.; es una sustancia fuerte, translúcida y pegajosa. La gelatina es un producto análogo pero de mayor pureza que se extrae del colágeno (huesos); es incolora, inodora, insípida, soluble en agua hirviendo y se gelifica por enfriamiento. Se usa en fotografía, bacteriología, medicina, manufactura textil, adhesivos, imprenta, etc.
Moldes de gelatina. Estos moldes son de poco uso actualmente pues han sido reemplazados por materiales más durables y cómodos en el proceso de moldeo. Antiguamente se usaba para reproducción de piezas de yeso u otros objetos por la posibilidad que ofrecía de ser reutilizados.
Alginatos. El alginato es una clase de gelatina resultado de diferentes tipos de algas; químicamente son polímeros compuestos de alginato dde sodio, sulfato de calcio, fosfato trisódico, relleno, endurecedor del modelo, colorantes y saporíferos. Su presentación es en polvo soluble en agua, que ofrece excelente fidelidad del copiado.
Moldes de alginato. El molde alginato es usado para moldeo de objetos extremadamente frágiles (partes anatómicas); sirve para tomar la impronta de formas vivas y requiere de cuidado y experiencia; no requiere desmoldante pero es delicado y se descompone rápidamente por la deshidratación.
El molde flexible se utiliza para hacer numerosas reproducciones de un modelo y debido a su condición flexible permite reproducir con más facilidad piezas más complejas que las que permite un molde rígido; además, este molde copia fielmente todos los detalles de la pieza modelo y permite el vaciado de diversos materiales para sacar las reproducciones.
Debido a que este molde está hecho de materiales blandos debe montarse con un contramolde hecho de un material rígido. En este caso, el molde hecho con elastómero y silicona de tubo ha sido montado finalmente con un contramolde de resina y fibra de vidrio. Con el fin de que el molde conserve su forma y no pierda su utilidad debe permanecer dentro del contramolde para posteriores usos.
MATERIALES MOLDE FLEXIBLE
Elastómero
Base de madera
Arcilla
Silicona de tubo
PROCESO:
Se coloca la pieza sobra la base de madera que debe estar totalmente limpia. La pieza debe cubrirse con vaselina para protegerla y facilitar su desmolde posterior.


MODELO A REPRODUCIR
La pieza estará lista para proseguir en unos días; mientras tanto, debe conservarse en un lugar fresco y ventilado.
Una vez la superficie esté seca y no pegajosa se ubica la pieza sobre una cama de arcilla para empezar a recubrirla con una capa de silicona (fría) transparente de tubo. Previamente ha de definirse y dibujarse la línea divisoria entre las dos piezas del molde, y la zona por donde se hará el vaciado a la hora de sacar las reproducciones. No debe aplicarse vaselina al elastómero puesto esto evitará que la silicona se adhiera al material.



Realizar llaves en bajo relieve sobre la arcilla que luego copiará la silicona cuando ésta se agrege a la pieza.


RECUBIRMIENTO CON SILICONA

Pulir la superficie dde la silicona para perder las uniones y evitar posteriores agarres al dejar la superficie sin texturas. puede usarse espátula, pincel o los dedos.



ELABORACIIÓN DE LLAVES SOBRE LA SILICONA
Se procede de la misma manera por ambos lados, permitiendo que el material adquiera una consistencia firme y seca después de agregada. Antes de iniciar la segunda pieza del molde debe cubrirse la primera con suficiente vaselina para evitar que el nuevo material agregado se adhiera.
Es conveniente hacer llaves sobre estas piezas con el fin de que el contramolde que se realizará posteriormente se fije con mayor facilidad y el vaciado resulte más cómodo y sin complicaciones. Se hacen aplicando puntos de silicona que luego se pulen con los dedos o con alguna herramienta.
Cuando la pieza esté lista no debe despegarse el elastómero de la silicona ni desmoldarse la pieza modelo antes de hacer el contramolde.
CONTRAMOLDE
MATERIALES: resina pre-acelerada+ meck, fibra de vidrio en tela, pincel, guantes de nitrilo, tapabocas, vaselina, arcilla, espátula, plástico.

{kind=link}
PROCESO:
Se pone el molde silicona sobre una superficie plástica que protegerá el área de trabajo de la resina; ésta no se adhiere al plástico y sale fácilmente cuando ha polimerizado.
Se procede a realizar una pestaña de arcilla alrededor de una de las piezas del molde. Ésta debe ser muy pulida y lisa para evitar posteriores agarres. La pestaña no debe sobrepasar el nivel de la división entre piezas, lo cual facilitará su posterior desmolde.

Se corta la fibra de vidrio en tiras (de 3 cm aproximadamente) de tal manera que cubran perfectamente la pieza y la pestaña de arcilla. Se tienen listas para ir adhiriéndolas poco a poco. Se recomienda aplicar vaselina sobre las manos y usar guantes de nitrilo también con vaselina para manejar los materiales a continuación.
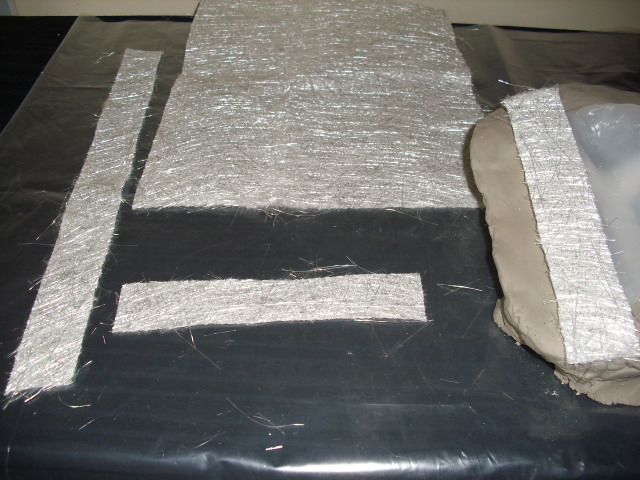
Se van añadiendo las tiras una por una sobre la pieza embebidas en resina y con ayuda de un pincel se esparce bien ésta sobre la tira hasta que no se noten zonas blancas. Se agregan unas 30 gotas de meck por cada onza de resina pre-acelerada; se revuleve muy bien para que no queden endurecidas unas partes más que otras.


PREPARACIÓN DE LA RESINA

RECUBRIMIENTOO CON TIRAS DE FIBRA DE VIDRIO Y RESINA


PULIDO DE BORDES

PIEZA TERMINADA
Se debe procurar eliminar todas las burbujas de aire y cubrir perfectamente toda la pieza, incluidas las llaves. Hacer énfasis en el borde la pieza de silicona pues ésta será la zona del contramolde que contendrá en gran medida el molde.
Cortarlos bordes de las piezas del contramolde antes de que éstas polimericen completamente y pueda introducirse un bisturí a través del material para darle forma a las piezas. Luego hay que pulircon lija los bordes con el fin de facilitar el manejo del contramolde. eliminar cualquier rastro de fibra de vidrio que represente un riesgo físico.
NOTAS:
La resina puede adquirirse pre-acelerada en almacenes de pinturas o químicos pero también puede Pre-acelerarse manulamente, lo cuál permite un manejo del material al gusto y además un ahorro. Para esto se usa el cobalto (sustancia líquida de color violeta) que es un acelerador a largo plazo. Su adición a la resina permite que ésta se conserve lista para usar por períodos largos de tiempo.
Cuando se vaya a utilizar la resina pre-acelerada debe agregársele MECK (líquido transparente) que es un acelerador a corto plazo, que permite que la resina polimerice rápidamente, lo cual representa que las piezas estén listas para desmoldar en cuestión de minutos según la cantidad de meck agregado.
Nunca deben mesclarze el cobalto y el meck y luego agregarse a la resina juntos; ésta mezcla puede producir una reacción explosiva.
Para una botella de resina puede agregarse aproximadamente media onza de coblato y 1 onza de meck.
El estireno es una sustancia química que puede usarse para adelgazar o disolver la resina que ya tiene un tiempo de pre-acelerada y está perdiendo su fluidez. También puede usarse para limpiarse las manos o las superficies con resina adherida a ellos.
DESMOLDE, VACIADO Y REPRODUCCIONES
Con ayuda de un destornillador y un martillo pueden separarse las piezas del contramolde; éste procedimiento debe ser cuidadoso y firme. Luego se puede retirar el molde de silicona y se procede a abrir ; el elastómero puede rasgarse cuidadosamente con un bisturí, a medida que se van separando las piezas del molde. Se desmolda la pieza original y está listo para sacar las reproducciones.

MOLDE Y CONTRAMOLDE
Para efectos de ahorrar en materiales o lograr diversos efectos puede optar por usar cualquier material de carga (relleno) que pueda mezclarse con la resina y puede darle la tonalidad deseada a ésta.
Use bandas elásticas para mantener las piezas del contramolde juntas y póngalo en un lugar seguro mientras la pieza está lista. Luego de unos minutos puede desmoldar la pieza y continuar haciendo reproducciones en éste o en cualquier otro material.



REPRODUCCIÓN MODELO REPRODUCCIÓN SIN PULIR


REPRODUCCIÓN MODELO REPRODUCCIÓN PULIDA
Muchas gracias !!! soy nuevo y no habia pensado en esta silicona. Gracias.
ResponderEliminarNacho
from Colombia